聯系:15111208812
郵 箱:461850164@qq.com
網址:www.remdec.com
地 址:浙江省寧波市北侖區大碶街道莘峰村詹家97號2幢1號第五間
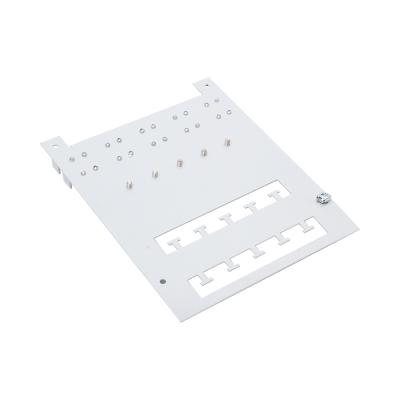
五金沖壓件磨具沖壓模具沖裁次序是如何安排的?
五金沖壓件生產加工中先沖孔機或沖空缺,最終落料或斷開,將沖裁件與條料分離出來,首先走出的孔能夠作后面工序的定位孔;當定位規定較高時,則可沖裁定位用的工藝孔;
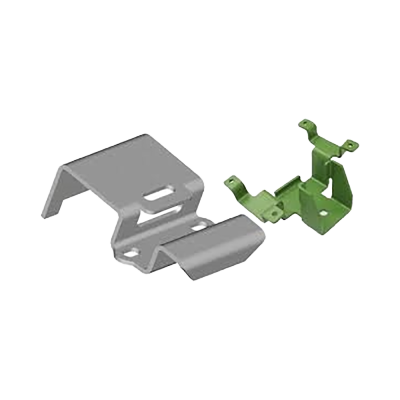
選用定距側刃時,定距側刃裁邊工序安排與初次沖孔機同時進行,便于操縱給料進距;選用2個定距側刃時,能夠安排成一前一后,也可并排安排;
多工序沖裁件用單工序沖裁時的次序安排;
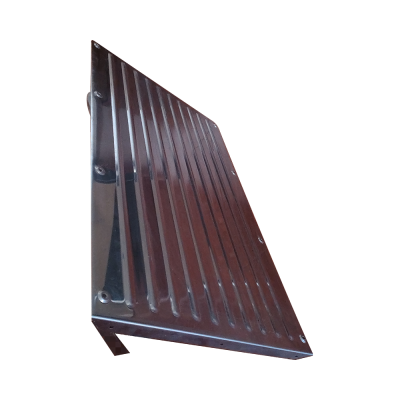
1、先落料使胚料分離出來,再沖孔機或空缺,后續工序的定位標準要一致,以防止定位偏差和尺寸鏈計算;
2、沖裁大小不同距離較近的孔時,為降低孔的形變,應先沖孔眼后沖小圓孔;
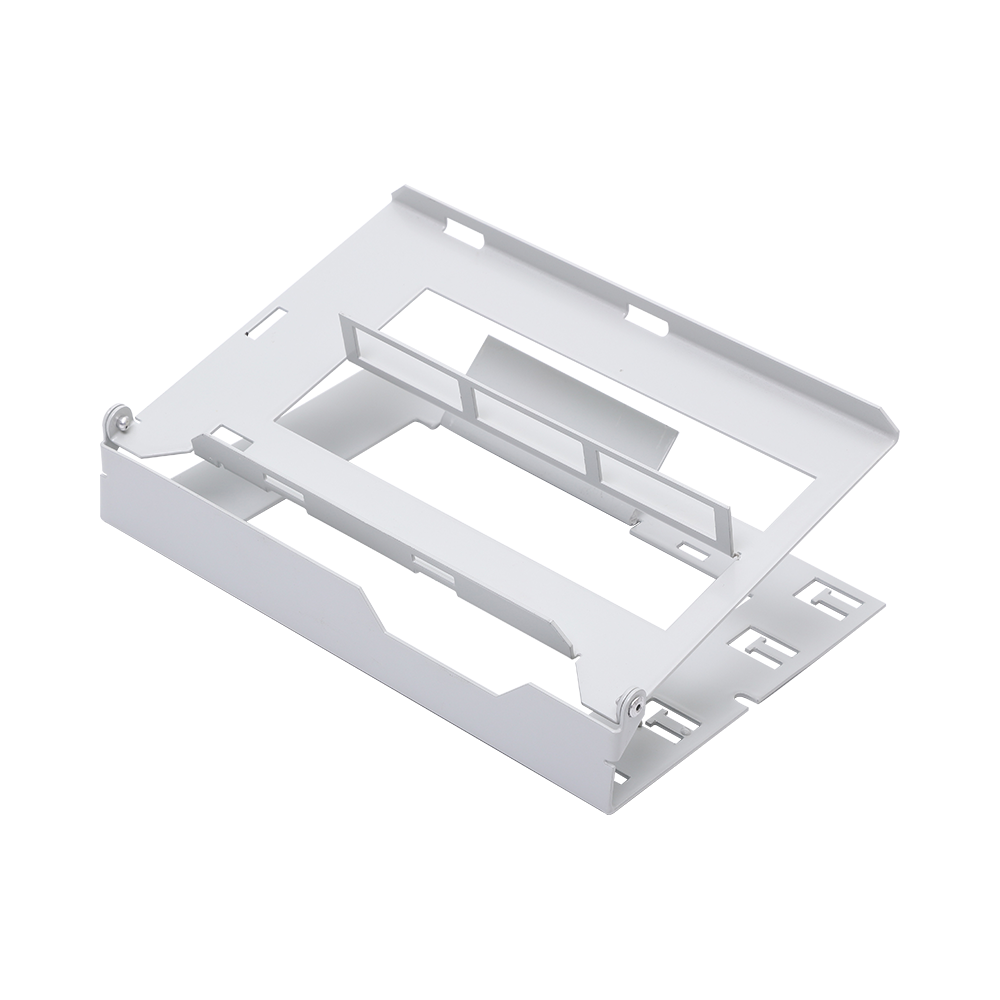
工藝方案明確后,必須開展必要性的工藝計算和優選機器設備,為五金沖壓零件沖壓模具給予需要的根據;